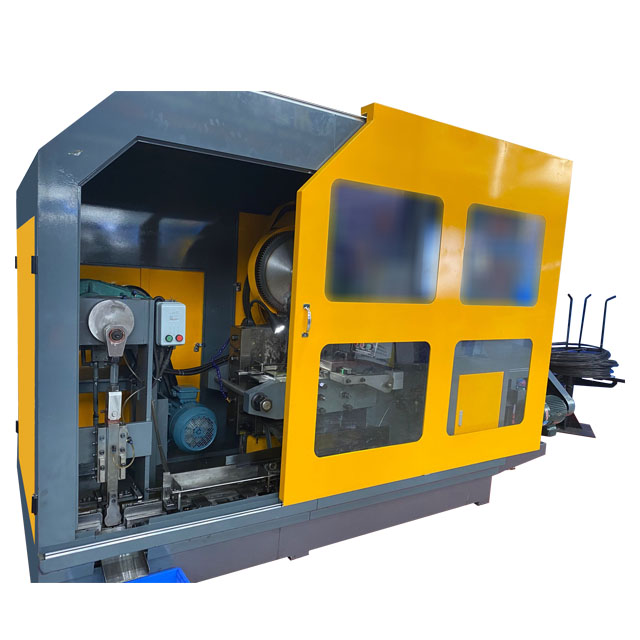
La macchina per la formazione di bulloni a 7 stazioni per forgiatura a freddo Ronen® completa l'intero processo di produzione di bulloni su un'unica linea di produzione: alimentazione del filo, ricalcatura, formatura della testa, rifilatura e pre-filettatura, con un totale di sette stazioni. Non è necessario spostare le materie prime tra le macchine.
La macchina per la formazione di bulloni a 7 stazioni per forgiatura a freddo trasforma il filo metallico in pezzi grezzi per bulloni ad alta precisione attraverso sette processi consecutivi di estrusione a freddo. Può gestire fili di diversi diametri e produrre bulloni che soddisfano elevati requisiti di precisione e resistenza.
La macchina per forgiare bulloni a 7 stazioni per forgiatura a freddo è una sofisticata macchina per forgiatura a freddo progettata specificamente per la produzione di bulloni con teste complesse o di dimensioni maggiori. Subisce sette processi di forgiatura consecutivi su una billetta a filo singolo. Questo processo in più fasi consente un significativo spostamento del metallo e consente la formazione di caratteristiche complesse, come scanalature profonde o scanalature sotto la testa.
Le sette stazioni della Bolt Former Machine hanno funzioni distinte: la stazione 1 è per l'alimentazione e il taglio; La stazione 2 serve per formare inizialmente la forma della testa; La stazione 3 è dedicata alla preforgiatura della testa; La stazione 4 serve per modellare con precisione la testa; La stazione 5 serve per formare il gradino della parte ad asta; La stazione 6 serve per modellare la parte dell'asta; e la Stazione 7 è per la rifinitura finale. L'intero processo viene completato automaticamente.
La forgiatrice per bulloni a 7 stazioni per forgiatura a freddo richiede un sistema di alimentazione e taglio del filo altamente preciso. Il filo deve essere completamente raddrizzato prima di poter essere tagliato in pezzi di lunghezza precisa. Un volume grezzo coerente è fondamentale perché il materiale verrà distribuito attraverso più fasi di formatura per ottenere la forma finale della testa priva di difetti.
| Modello | Unità | RNBG-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Stazione di forgiatura | NO. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Forza di forgiatura | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Diametro massimo di taglio | mm | ø8 | ø10 | ø10 |
ø12 |
ø12 |
ø15 |
ø15 |
ø15 |
| Lunghezza massima di taglio | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Tasso di uscita | pz/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Corsa del pistone principale | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Potenza del motore principale | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Dimensioni complessive della fustella tagliata | mm | ø30x45L |
ø35x50L |
ø35x50L |
ø45x59L |
ø45x59L |
ø63x69L |
ø63x69L |
ø63x69L |
| Dimensioni complessive della matrice del punzone | mm | ø40x90L |
ø45x90L |
ø45x125L |
ø53x115L |
ø53x115L |
ø60x130L |
ø60x130L |
ø60x229L |
| Dimensioni complessive della matrice principale | mm | ø50x85L |
ø60x85L |
ø60x130L |
ø75x135L |
ø75x185L |
ø86x135L |
ø86x190L |
ø86x305L |
| Passo del dado | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Peso ca | Tonnellata | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Diametro bullone applicabile | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
8-12.7 |
8-12.7 |
| Lunghezza del gambo del pezzo grezzo | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Nel complesso si attenua | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Il punto di forza della macchina per forgiare bulloni a 7 stazioni per forgiatura a freddo è la "lavorazione passo-passo multistazione", che consente la produzione di bulloni strutturali complessi con una precisione estremamente elevata. Le sue sette postazioni di lavoro si modellano e perfezionano gradualmente, garantendo che ogni dettaglio sia organizzato correttamente. La concentricità tra la testa e l'albero è estremamente buona.
 3 Matrice 3 Sotto la macchina per l'intestazione a freddo della parte del bullone
3 Matrice 3 Sotto la macchina per l'intestazione a freddo della parte del bullone 4 Die 4 Sotto il bullone Macchina per forgiatura a freddo
4 Die 4 Sotto il bullone Macchina per forgiatura a freddo 5 Matrice 5 Sotto la macchina per formatura a freddo della parte del bullone
5 Matrice 5 Sotto la macchina per formatura a freddo della parte del bullone Macchina di produzione di bulloni
Macchina di produzione di bulloni Macchina per forgiatura a freddo di bulloni a 3 stazioni
Macchina per forgiatura a freddo di bulloni a 3 stazioni Macchina per forgiatura a freddo di bulloni a 5 stazioni
Macchina per forgiatura a freddo di bulloni a 5 stazioni