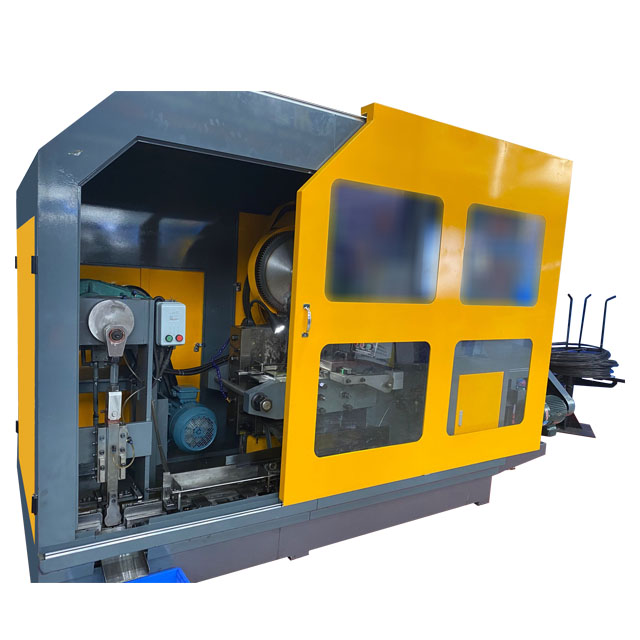



La macchina per la formazione di bulloni a 3 stazioni per forgiatura a freddo Ronen® è una risorsa essenziale per i fornitori, poiché completa la formatura dei bulloni attraverso tre fasi di forgiatura a freddo: ribaltamento del pezzo grezzo, modellatura della testa e rifilatura dell'eccesso. Basta caricare il filo d'acciaio, impostare la stazione e la macchina funzionerà automaticamente.
La macchina per la formazione di bulloni a 3 stazioni per forgiatura a freddo utilizza il metodo di estrusione a freddo per trasformare gradualmente il filo metallico in bulloni grezzi attraverso tre diverse stazioni. Le tre postazioni di lavoro avevano responsabilità chiaramente definite e il prodotto finale era un bullone grezzo con una testa completa.
La macchina per forgiare bulloni a 3 stazioni per forgiatura a freddo è una macchina per forgiatura a freddo multistazione che forma le teste dei bulloni attraverso tre processi consecutivi. I tondelli di filo tagliato vengono convogliati in tre stampi diversi. Ad ogni stazione, il punzone colpisce il pezzo grezzo, forgiando gradualmente il metallo e formando infine la testa completa del bullone. Rispetto alle macchine con meno stazioni, questo può formare geometrie della testa del bullone più complesse.
Per prima cosa, inserire il filo dalla bobina nella forgiatrice per bulloni a 3 stazioni per forgiatura a freddo. Il filo passa attraverso il dispositivo di raddrizzamento per garantirne la completa rettilineità. Successivamente viene tagliato in pezzi di lunghezza specifica dalla cesoia. La consistenza dei pezzi grezzi è della massima importanza poiché può fornire la quantità precisa di metallo richiesta per le tre fasi di formatura.
Nella prima stazione della macchina, i pezzi grezzi tagliati vengono pressati dal punzone. Qui inizia il processo iniziale di ricalcatura, che raccoglie il metallo su un'estremità del pezzo grezzo per formare una forma base, grezza e preformata. Questa fase prepara alla sagomatura più precisa nelle stazioni successive.
| Modello | Unità | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Stazione di forgiatura | NO. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Forza di forgiatura | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Diametro massimo di taglio | mm | ø8 | ø10 | ø10 |
ø12 |
ø12 |
ø15 |
ø15 |
ø15 |
| Lunghezza massima di taglio | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Tasso di uscita | pz/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.P.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Corsa del pistone principale | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Potenza del motore principale | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Dimensioni complessive della fustella tagliata | mm | ø30x45L | ø35x50L |
ø35x50L |
ø45x59L |
ø45x59L |
ø63x69L |
ø63x69L |
ø63x69L |
| Dimensioni complessive della matrice del punzone | mm | ø40x90L |
ø45x90L |
ø45x125L |
ø53x115L |
ø53x115L |
ø60x130L |
ø60x130L |
ø60x229L |
| Dimensioni complessive della matrice principale | mm | ø50x85L |
ø60x85L |
ø60x130L |
ø75x135L |
ø75x185L |
ø86x135L |
ø86x190L |
ø86x305L |
| Passo del dado | mm | 60 | 70 | 70 | 90 | 94 | 110 |
110 |
110 |
| Peso ca | Tonnellata | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Diametro bullone applicabile | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Lunghezza del gambo del pezzo grezzo | mm | 10-65 | 10-65 | 15-90 | 15-100 | 20-152 | 20-100 | 20-160 | 50-220 |
| Nel complesso si attenua | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
La caratteristica della macchina per forgiare bulloni a 3 stazioni per forgiatura a freddo è che le sue posizioni di lavoro sono regolabili e ha una forte adattabilità. La pressione applicata su ciascuna postazione di lavoro e la posizione dello stampo possono essere regolate in modo indipendente. Lo stampo è del tipo diviso e non necessita di una sostituzione completa, risparmiando così sul costo dello stampo.
 3 Matrice 3 Sotto la macchina per l'intestazione a freddo della parte del bullone
3 Matrice 3 Sotto la macchina per l'intestazione a freddo della parte del bullone 4 Die 4 Sotto il bullone Macchina per forgiatura a freddo
4 Die 4 Sotto il bullone Macchina per forgiatura a freddo 5 Matrice 5 Sotto la macchina per formatura a freddo della parte del bullone
5 Matrice 5 Sotto la macchina per formatura a freddo della parte del bullone Macchina di produzione di bulloni
Macchina di produzione di bulloni Ex macchina per forgiatura a freddo a 7 stazioni per bulloni
Ex macchina per forgiatura a freddo a 7 stazioni per bulloni Macchina per forgiatura a freddo di bulloni a 5 stazioni
Macchina per forgiatura a freddo di bulloni a 5 stazioni