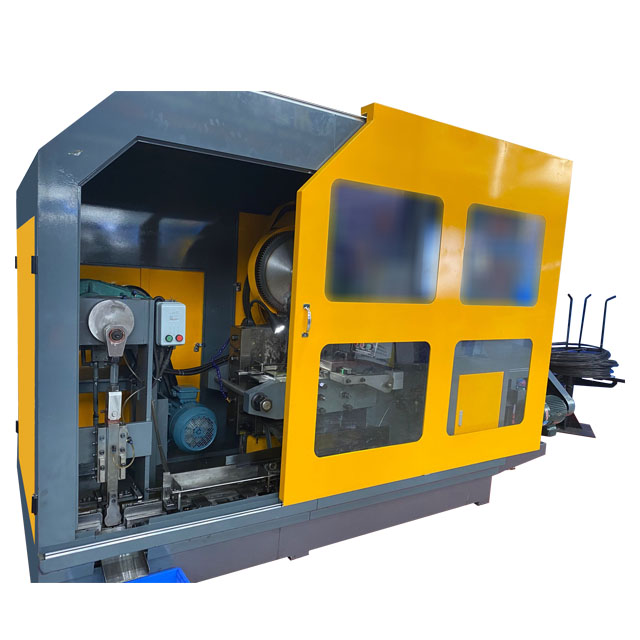
Ronen®, il produttore, produce la macchina automatica per la produzione di bulloni a 4 stampi e 4 colpi, che forma bulloni grezzi attraverso quattro fasi dello stampo e quattro processi di forgiatura: taglio del filo, ricalcatura, formatura della testa, rifilatura finale. Gli operatori necessitano solo di controlli occasionali sull'output e non di una sorveglianza costante.
La macchina automatica per la produzione di bulloni a 4 matrici e 4 colpi utilizza quattro set di stampi e quattro processi di stampaggio consecutivi per trasformare automaticamente il filo metallico in pezzi grezzi per bulloni. Durante il processo produttivo non è necessario l'intervento degli operai. Le macchine completeranno l'intero processo da sole.
La macchina per la produzione di bulloni trasforma il filo metallico in bulloni in quattro fasi. Taglia una sezione del filo metallico e poi lo alimenta in quattro stazioni. Ad ogni stazione, il punzone premerà il filo metallico per formare diverse parti del bullone, come la testa o la punta del bullone. Alla fine, viene prodotto un bullone finito.
Posizionare una bobina di filo di acciaio nella macchina automatica per la produzione di bulloni a 4 stampi e 4 colpi. Durante la lavorazione, la macchina prima raddrizza il filo d'acciaio, poi lo taglia in lunghezze prestabilite e infine lo modella attraverso una lavorazione continua per realizzare bulloni finiti. Questo processo automatizzato è progettato per produrre in modo efficiente una grande quantità di bulloni. Questo processo combina quelle che prima erano più fasi separate in un'operazione continua su un'unica macchina.
La macchina per la produzione di bulloni alimenterà direttamente il materiale. La prima fustella taglia il filo e forma la forma iniziale della testa. La seconda matrice modella la testa in modo più netto (come i bordi di una testa esagonale). La terza matrice lavora la parte in tondino (semplici passaggi o riduzione del diametro). Il quarto stampo rifinisce la testa e la parte dell'asta e, infine, il pezzo grezzo finito viene inviato automaticamente.
| Modello | Unità | DBF-64S | DBF-64SL |
DBF-84S |
DBF-104S |
DBF-104L |
DBF-134L |
DBF-134L |
| Stazione di forgiatura | NO. | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Forza di forgiatura | Kgf | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Diametro massimo di taglio. | mm | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Lunghezza massima di taglio | mm | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Tasso di uscita | pz/min | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Corsa del pistone principale | mm | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Potenza del motore principale | Kw | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Dimensioni complessive della fustella tagliata | mm | Φ30*45L | Φ30*45L |
Φ50*50L |
Φ45*59L |
Φ45*59L |
Φ63*69L |
Φ63*69L |
| Dimensioni complessive della matrice del punzone | mm | Φ40*90L |
Φ40*90L |
Φ45*125L |
Φ53*115L |
Φ53*115L |
Φ60*130L |
Φ60*229L |
| Dimensioni complessive della matrice principale | mm | Φ50*85L |
Φ50*110L |
Φ60*130L |
Φ75*135L |
Φ75*185L |
Φ86*190L |
Φ86*305L |
| Passo del dado | mm | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Peso ca | Tonnellata | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Diametro bullone applicabile | mm | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
| Lunghezza del gambo del pezzo grezzo | mm | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| Nel complesso si attenua. | mm | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
Il punto di forza della macchina automatica per la produzione di bulloni a 4 stampi e 4 colpi è "completamente automatica + formatura a quattro stampi". È altamente efficiente e consente di risparmiare manodopera. Dal punto di vista degli effetti del processo, il processo a quattro stampi e quattro colpi può produrre prodotti con maggiore precisione rispetto al processo a due stampi e due colpi attraverso un controllo dello stampaggio più preciso. La transizione dell'arco della testa del bullone a testa tonda è uniforme e continua senza evidenti deviazioni; la struttura esagonale del bullone a testa esagonale è ben simmetrica e l'errore dimensionale di ciascun lato è controllabile. Non è necessaria la successiva macinazione e il tasso di scarto è inferiore.

 3 Matrice 3 Sotto la macchina per l'intestazione a freddo della parte del bullone
3 Matrice 3 Sotto la macchina per l'intestazione a freddo della parte del bullone 4 Die 4 Sotto il bullone Macchina per forgiatura a freddo
4 Die 4 Sotto il bullone Macchina per forgiatura a freddo 5 Matrice 5 Sotto la macchina per formatura a freddo della parte del bullone
5 Matrice 5 Sotto la macchina per formatura a freddo della parte del bullone Macchina di produzione di bulloni
Macchina di produzione di bulloni Macchina per forgiatura a freddo di bulloni a 3 stazioni
Macchina per forgiatura a freddo di bulloni a 3 stazioni Ex macchina per forgiatura a freddo a 7 stazioni per bulloni
Ex macchina per forgiatura a freddo a 7 stazioni per bulloni