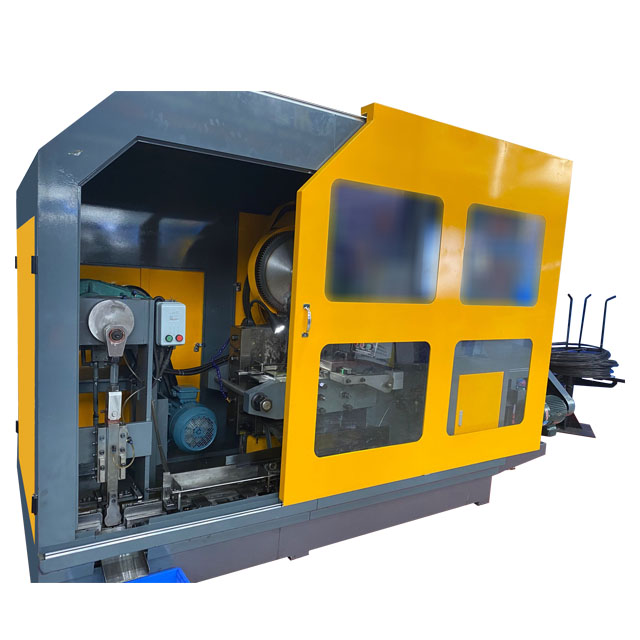
La macchina da forma di dado quadrate Ronen® aiuta i produttori a modellare gli spazi vuoti in metallo in dadi quadrati. Prima forma la materia prima in un quadrato, quindi aggiunge fili interni, tutti in una volta. Basta caricare la materia prima nell'alimentatore e impostare le dimensioni.
La macchina a forma di dado quadrato è specificamente progettata per premere il filo metallico negli spazi vuoti quadrati. Non richiede il riscaldamento. Invece, è formato direttamente schiacciando attraverso uno stampo e il processo è molto coerente. Possono essere elaborati acciaio al carbonio, acciaio inossidabile e filo di rame.
La macchina per la formazione di dadi quadrati è una pressa a forgiatura fredda utilizzata per la produzione di dadi quadrati. Utilizza il filo di acciaio, lo raddrizza, lo taglia in spazi vuoti precisi e quindi usa l'alta pressione per forma a freddo questi spazi vuoti in quadrati. Questo processo prevede l'arradimento del metallo e il pugno di un foro centrale senza riscaldare il materiale, formando così un dado blank adatto per l'elaborazione del filo.
La macchina di formazione del dado quadrato inizia con il materiale del filo o della foglio. La macchina di svolgimento alimenta il filo nel dispositivo di raddrizzamento per eliminare eventuali curve. Quindi, la macchina per taglio di precisione taglia il filo in spazi vuoti di una lunghezza specifica. La coerenza di queste lunghezze vuote è cruciale perché determina la quantità di metallo utilizzato per modellare il corpo quadrato nella dimensione corretta.
La macchina si basa su stampi e pugni in acciaio indurito. Gli stampi hanno cavità quadrate per definire le dimensioni esterne dei dadi. Questi stampi in genere sperimentano usura significativa, specialmente ad angoli affilati. Per mantenere la qualità dei contorni quadrati ed evitare efficacemente difetti del prodotto, ispezioni regolari dello stampo, manutenzione sistematica e macinazione precisa sono cruciali.
| Specifiche | Unità | 11b | 14b | 17b | 19B | 24b | 27B | 30b | 33b | 36b | 41b |
| Stazione di forgiatura | NO. | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| Max Cut-Off Dia | mm | 11 |
15 |
17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Lunghezza di calcio | mm | 20/30/40 | 20/30/40 |
25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 |
40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Muore il tono | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Forgiando potere | Tonnellata | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Dimensione della produzione |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Produzione | min/pcs | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Motore principale | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Lubrificazione | HP | 1.5 | 1.5 | 1.5 | 1.5+3 | 1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| Lubrificante | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Peso approssimativo | Tonnellata | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Il punto di forza della macchina per formazione di dadi quadrati è che è specificamente progettato per la produzione di dadi quadrati, con forme perfettamente formate e risparmi significativi sul materiale. La sua muffa è stata realizzata con precisione in base alle dimensioni dei dadi quadrati. I dadi pressati hanno superfici lisce su tutti i lati e anche gli angoli sono quadrati. È una formazione di estrusione fredda. Non è necessario tagliare il materiale in eccesso. Il tasso di utilizzo del filo può raggiungere oltre il 90%, il che significa che viene sprecato molto meno materiale rispetto al taglio della lavorazione.