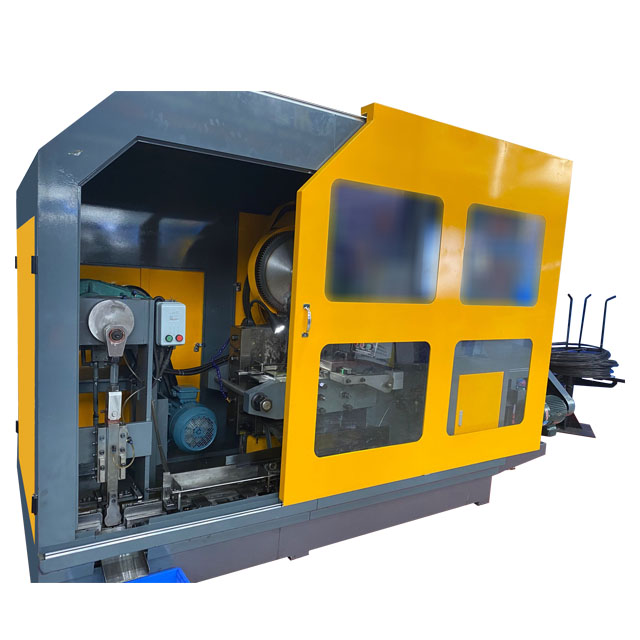
La macchina per la formazione del dado della flangia Ronen®, una soluzione affidabile per i produttori, modella il metallo bianco in un dado della flangia. Preme il materiale vuoto contemporaneamente per formare i fili interni della flangia e del dado. Per i produttori, tutto ciò che devi fare è caricare la materia prima, impostare le dimensioni e completerà il processo di modellatura: razionalizzare i flussi di lavoro di produzione.
La macchina per la formazione del dado della flangia è specificamente progettata per elaborare il filo metallico nei dadi della flangia. La macchina può estrludere contemporaneamente sia il bordo dell'anello che la testa esagonale del dado contemporaneamente. Le specifiche disponibili per i dadi della flangia vanno da M4 a M20.
La macchina per la formazione di dadi della flangia è una macchina per estrusione a freddo specificamente progettata per la produzione di dadi della flangia. Utilizza un filo di acciaio, lo taglia in spazi vuoti e quindi utilizza una serie di stampi e pugni per eseguire la formazione fredda sui dadi. Questo processo forma una guarnizione integrata a forma di flangia nella parte inferiore del dado e punta automaticamente fuori dal foro centrale senza la necessità di riscaldare il materiale.
La macchina per la formazione del dado della flangia inizia con una bobina. La macchina di svolgimento alimenta il filo nel meccanismo di raddrizzamento per eliminare qualsiasi curva. Quindi, la macchina da taglio di precisione taglia il filo raddrizzato in spazi vuoti di una lunghezza specifica. Il volume del vuoto è cruciale perché deve contenere abbastanza metallo per formare il corpo esagonale del dado e la parte della flangia più ampia.
Una fase chiave nel funzionamento della macchina è la formazione della flangia. Il punzone preme il vuoto in una cavità dello stampo più largo della sezione esagonale. Ciò fa muovere il metallo radialmente verso l'esterno, formando una superficie del cuscinetto circolare piatto sul fondo del dado. Il diametro e lo spessore della flangia sono controllati dal design dello stampo.
| Specifiche | Unità | 11b | 14b | 17b | 19B | 24b | 27B | 30b | 33b | 36b | 41b |
| Stazione di forgiatura | N0. | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| Max Cut-Off Dia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Lunghezza di calcio | mm | 20/30/40 | 20/30/40 | 24/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Muore il tono | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Forgiando potere | Tonnellata | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Dimensione della produzione |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Produzione | min/pcs | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Motore principale | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Motore di lubrificazione | HP | 1.5 | 1.5 | 1.5 | 1.5+3 | 1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| Lubrificante | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Peso approssimativo | Tonnellata | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
La caratteristica della macchina per la formazione del dado della flangia è il suo ingegnoso design dello stampo. Lo stampo ha scanalature appositamente progettate corrispondenti al bordo della flangia, che consente un controllo preciso dello spessore e del diametro del bordo della flangia durante il processo di estrusione. La forza di estrusione della macchina può essere regolata, l'alimentazione è stabile e l'errore nella lunghezza di taglio del filo è piccolo.