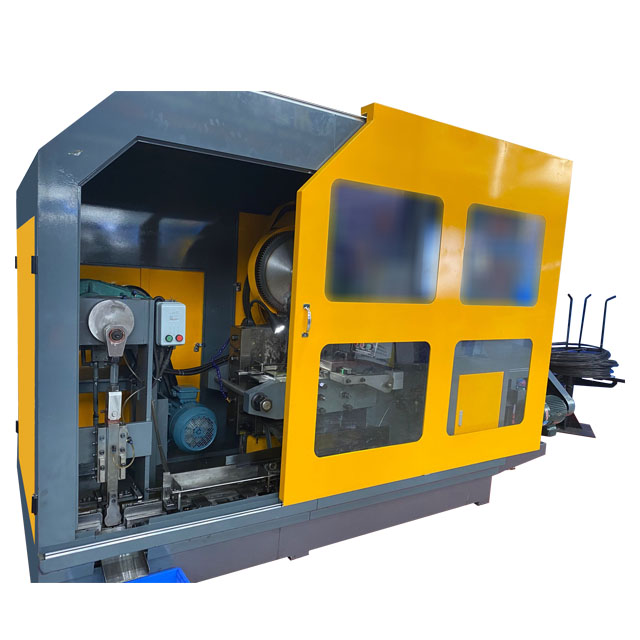
La macchina per la produzione di dadi a stazione Ronen®6 modella i pezzi grezzi in sei fasi: taglio a filo, ricalcatura, formatura iniziale, formatura esagonale, rifilatura, lucidatura finale. Non è necessario spostare i pezzi grezzi tra gli stampi; gli operatori non monitorano continuamente: l'ideale per il fornitore.
La macchina per la produzione di dadi a 6 stazioni utilizza sei stazioni consecutive di estrusione a freddo per trasformare gradualmente il filo metallico in un dado grezzo. Gli stampi in ogni postazione di lavoro sono indipendenti. Se uno stampo viene danneggiato, sostituisci semplicemente quello invece dell'intero set. Ciò può far risparmiare un sacco di soldi sugli stampi.
La macchina per la produzione di noci produce noci in sei fasi. Innanzitutto viene tagliato un filo di acciaio, quindi viene inviato a ciascuna postazione di lavoro. Diversi strumenti modellano il pezzo grezzo, gli danno la forma di un esagono, praticano fori e filettano e infine trasformano una semplice parte simile a un blocco in un dado finito. Non è richiesto alcun intervento manuale.
La macchina per la produzione di dadi a 6 stazioni utilizza il processo di forgiatura a freddo, che consente di modellare il metallo senza la necessità di riscaldamento. Questo processo rende i dadi più robusti e riduce il consumo di energia. Poiché forma i dadi sostituendo il metallo anziché tagliandolo, anche la quantità di rifiuti generati è molto ridotta.
La manutenzione della macchina per la produzione di dadi solitamente coinvolge il punzone e lo stampo. Questi componenti si usureranno a causa dell'elevata pressione durante la formatura del metallo e dovranno essere sostituiti regolarmente. Per produrre noci stabili e di alta qualità, è necessario mantenere lo stampo in buone condizioni.
| Specifica | Unità | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Stazione di forgiatura | NO. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Diametro massimo di taglio | mm | 11 | 15 | 17 | 19 | 24 | 27 | 30 | 33 | 36 | 41 |
| Lunghezza del calcio d'inizio | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Passo dei dadi | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 160 |
| Forgiare il potere | Tonnellata | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Dimensioni della produzione |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Produzione | min/pz | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Motore principale | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Motore di lubrificazione | HP | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Lubrificante | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Peso approssimativo | Tonnellata | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Il punto di forza della macchina per la produzione di dadi a 6 stazioni è la "finitura multistazione", che le consente di produrre dadi leggermente più complessi senza la necessità di processi aggiuntivi. Ad esempio, dadi con piccoli gradini e dadi con motivi antiscivolo sui bordi. La lunghezza dei lati opposti del dado esagonale può essere controllata con un errore di 0,06 millimetri e non si bloccherà durante il serraggio del bullone.