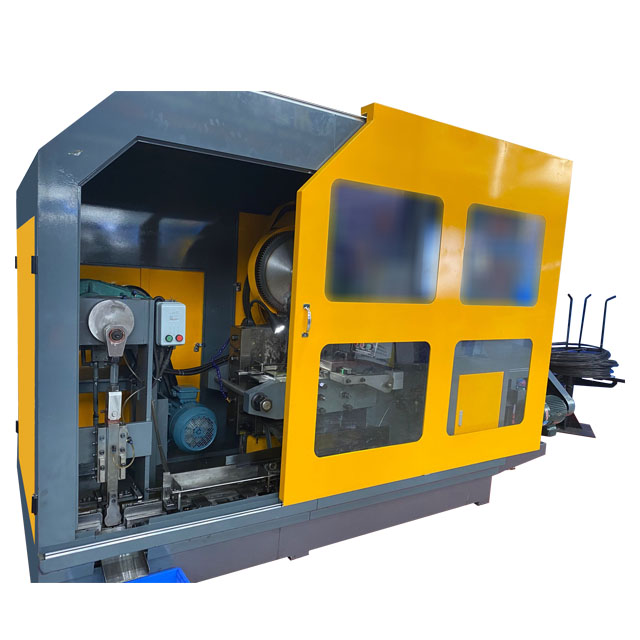
La macchina per forgiatura a freddo a 6 matrici e 6 sotto dado del produttore Ronen® completa la modellatura del dado grezzo attraverso sei processi di forgiatura in sei fasi: taglio del filo, ricalcatura, formatura esagonale, punzonatura, rifilatura dei bordi e dimensionamento finale. Il filo non necessita di riscaldamento, risparmiando così energia.
6 stampi e 6 sotto il dado L'ex macchina per forgiatura a freddo utilizza sei stampi consecutivi per modellare il filo in un dado. "Sei in basso" si riferisce a sei punzoni che premono nello stampo dal basso verso l'alto. Questo dispositivo può modellare gradualmente il blocco di metallo da un semplice pezzo grezzo a un dado filettato finito.
Impostare la macchina per forgiatura a freddo dell'ex dado significa allineare sei set di strumenti. Sopra ogni postazione di lavoro c'è una matrice e sotto c'è un punzone. Questi due devono essere perfettamente abbinati. Questa impostazione precisa è fondamentale per produrre noci di qualità costante. Una volta implementato questo collegamento, l'apparecchiatura non richiederà interventi frequenti e saranno necessari solo piccoli aggiustamenti per garantire un funzionamento continuo a lungo termine.
Un componente chiave della ex macchina per forgiatura a freddo Die And 6 Below Nut è il sistema utilizzato per spostare i dadi grezzi tra sei stazioni di lavoro. Questo meccanismo di trasporto deve essere estremamente affidabile per garantire il regolare funzionamento del processo ad alta velocità. Se si verifica una situazione di non sincronizzazione, ciò potrebbe causare inceppamenti e provocare parti difettose.
È possibile configurare una macchina per forgiatura a freddo per dadi per diversi tipi di dadi. Sostituendo sei set di punzoni e stampi, la stessa macchina può essere utilizzata per produrre dadi esagonali standard, dadi esagonali per carichi pesanti e persino dadi con flange, garantendo un'eccellente flessibilità all'officina di produzione.
| Specifica | Unità | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Stazione di forgiatura | NO. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Diametro massimo di taglio | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Lunghezza del calcio d'inizio | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Passo dei dadi | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Forgiare il potere | Tonnellata | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Dimensioni della produzione |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Produzione | min/pz | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Motore principale | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Motore di lubrificazione | HP | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Lubrificante | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Peso approssimativo | Tonnellata | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Le caratteristiche dell'ex macchina per forgiatura a freddo Die And 6 Below Nut sono le funzioni complete della stazione e un'ampia compatibilità dei materiali. Se si desidera eseguire la smussatura utilizzare il modello a 5 stazioni; Per produrre modelli antiscivolo è sufficiente passare allo stampo a 4 stazioni senza alcuna attrezzatura aggiuntiva. Lo stampo di ogni stazione è indipendente e se uno stampo è danneggiato è sufficiente sostituirlo con quello corrispondente. È molto conveniente