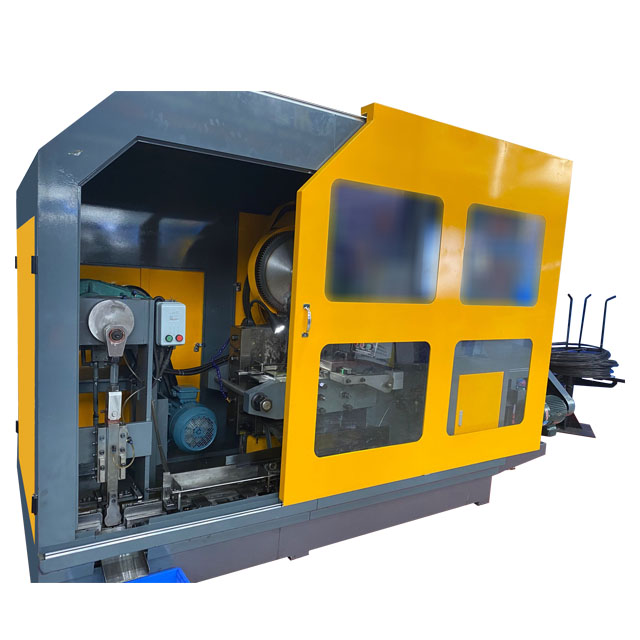
A Macchina per formatura a freddo di parti per rivettiè un sistema specializzato di formatura dei metalli ad alta velocità progettato per convertire materiale in filo o barra in rivetti, rivetti semitubolari, rivetti solidi e altri componenti di fissaggio di precisione attraverso operazioni di forgiatura a freddo multistazione. Questo tipo di attrezzatura è ampiamente utilizzata in settori quali quello automobilistico, aerospaziale, dell'hardware per l'edilizia e dell'elettronica perché supporta la produzione su larga scala con eccellente precisione dimensionale, ripetibilità e utilizzo dei materiali.

Una macchina per la formatura a freddo di parti per rivetti funziona alimentando il filo di acciaio a spirale attraverso un sistema controllato con precisione che raddrizza, taglia e comprime il materiale all'interno di un ambiente di formatura multi-stampo e multi-stazione. Ciascuna stazione esegue fasi specifiche di deformazione come ricalcatura, piegatura, estrusione, perforazione, rifilatura o finitura. Poiché il processo di formatura avviene al di sotto della temperatura di ricristallizzazione, il flusso dei grani del materiale viene preservato, con il risultato di elementi di fissaggio più resistenti rispetto ai componenti prodotti mediante lavorazione meccanica o forgiatura a caldo.
(Strutturato per la revisione tecnica professionale)
| Categoria dei parametri | Gamma di specifiche | Descrizione |
|---|---|---|
| Stazioni di formazione | 2–7 stazioni | Determina la complessità della modellatura e la flessibilità della produzione |
| Capacità del diametro del filo | 1,5–12 mm | Supporta la produzione di microrivetti e rivetti strutturali per carichi pesanti |
| Velocità di produzione | 80–350 pezzi/min | Varia in base al modello, alla durezza del materiale e alla geometria della parte |
| Precisione di taglio | ±0,02–0,05 mm | Garantisce una lunghezza uniforme del rivetto e una produzione di massa stabile |
| Tempo di cambio stampo | 20–60 minuti | Dipende dalla progettazione del sistema di utensili e dalla competenza dell'operatore |
| Potenza del motore principale | 7,5–45 kW | È correlato alla forza di formatura e al tonnellaggio della macchina |
| Sistema di lubrificazione | Circolazione forzata o nebbia | Garantisce durata dello stampo, stabilità e forza di formatura costante |
| Sistema di controllo | Meccanico, pneumatico o servoassistito | Consente la regolazione della velocità, il rilevamento dei guasti e la precisione della formatura |
| Materiali supportati | Acciaio legato, acciaio al carbonio, acciaio inossidabile, rame, alluminio | Consente una produzione ad ampio spettro per varie applicazioni |
Questa base tecnica consente ai produttori di passare dalla lavorazione a bassa velocità alla formatura automatizzata di grandi volumi. I componenti del rivetto risultanti presentano eccellente concentricità, resistenza alla trazione e integrità superficiale.
La meccanica di formatura della macchina rafforza la compressione radiale allineando al tempo stesso il flusso assiale del materiale, riducendo i difetti strutturali e garantendo elevate prestazioni meccaniche. Questo è fondamentale per i rivetti portanti utilizzati nei telai automobilistici, nell'assemblaggio di aeromobili e nei componenti di ingegneria strutturale.
La formatura a freddo riduce al minimo lo spreco di materia prima rispetto ai tradizionali processi di taglio o tornitura. Poiché quasi tutto il metallo in ingresso viene convertito in volume utilizzabile, l'efficienza del materiale può superare il 95%. Combinata con cicli di formatura ad alta velocità, questa tecnologia riduce drasticamente il costo unitario negli ambienti di produzione di massa.
La formatura multistazione garantisce che ogni fase di deformazione sia controllata con precisione meccanica. I rivetti risultanti mantengono tolleranze costanti, rendendoli adatti per linee di rivettatura automatizzate, sistemi di assemblaggio robotizzati e altri processi di produzione ad alta richiesta.
I modelli avanzati integrano protezione da sovraccarico, lubrificazione automatizzata, monitoraggio della temperatura dei cuscinetti e rilevamento dei guasti di formatura. Queste protezioni supportano tempi di attività a lungo termine, riducono i tempi di inattività imprevisti e prolungano la durata degli utensili.
I settori industriali in crescita, tra cui l’automotive elettrico, le strutture aerospaziali leggere e i sistemi di costruzione intelligenti, continuano ad aumentare la domanda di rivetti con geometrie complesse, requisiti di carico più elevati e prestazioni migliorate in condizioni di vibrazioni o dilatazione termica. La formatura a freddo rimane il metodo preferito per produrre tali rivetti grazie alla sua efficienza, vantaggi metallurgici e adattabilità.
Transizione verso i metalli leggeri
I produttori utilizzano sempre più l’alluminio e le leghe ibride per ridurre il peso di veicoli e macchinari. I sistemi di formatura a freddo progettati per gestire tali materiali offrono vantaggi strategici mantenendo le prestazioni strutturali e supportando al tempo stesso la produzione di grandi volumi.
Automazione nella produzione di elementi di fissaggio
L'integrazione con servoalimentatori, moduli di ispezione automatizzata e piattaforme di tracciamento digitale della qualità aumenta la produttività e riduce la dipendenza dalla manodopera.
Iniziative di sostenibilità e riduzione dei rifiuti
La formatura a freddo riduce al minimo gli scarti di lavorazione e riduce il consumo di energia per unità, supportando gli standard di conformità ambientale nei mercati globali.
Richiesta di personalizzazione su larga scala
La formatura multistazione consente la personalizzazione senza compromettere la velocità del ciclo, facilitando il soddisfacimento dei requisiti di rivetto specifici dell'applicazione.
D1: In che modo una macchina per lo stampaggio a freddo di parti per rivetti garantisce la precisione dimensionale durante la produzione ad alta velocità?
R1: La precisione è gestita attraverso l'allineamento coordinato dello stampo, il controllo preciso della lunghezza di taglio e l'alimentazione stabile del filo sincronizzata con le stazioni di formatura. Il sistema mantiene una forza di formatura ripetibile, utilizza acciaio per utensili in lega temprata per gli stampi e integra la lubrificazione in tempo reale per ridurre l'espansione termica. Le tolleranze meccaniche all'interno della cavità di formatura garantiscono che ciascun rivetto mantenga forma della testa, diametro del corpo e lunghezza del gambo uniformi anche alle massime velocità di produzione.
D2: Quali pratiche di manutenzione aiutano a massimizzare la stabilità della formatura e a prolungare la durata dello stampo?
R2: Le routine di manutenzione includono la lucidatura programmata dello stampo, l'ispezione della cavità di formatura, la pulizia del sistema di lubrificazione, il monitoraggio della rettilineità del filo e la garanzia dei livelli adeguati dell'olio di raffreddamento. Gli operatori devono controllare regolarmente l'allineamento della guida, le prestazioni dell'espulsore dei dispositivi di fissaggio e la temperatura dei cuscinetti per prevenire microdeformazioni che possono portare ad uno spostamento della tolleranza. L'analisi periodica delle vibrazioni aiuta a identificare i primi segni di squilibrio o usura.
Una macchina per lo stampaggio a freddo di parti per rivetti non funziona come risorsa autonoma; fa parte di un ecosistema di produzione di elementi di fissaggio più ampio. I produttori dovrebbero valutare i propri flussi di lavoro a monte e a valle, dalla preparazione del filo e trattamento termico all’ispezione di qualità e all’imballaggio, per massimizzare il ROI.
Preparazione del materiale: La scelta della qualità del filo, della durezza e del rivestimento appropriati influisce sulla formabilità e sulla durata dell'utensile.
Ingegneria della morte: La progettazione dell'attrezzatura dovrebbe considerare il flusso del grano, la distribuzione della pressione e le transizioni del gioco.
Gestione della lubrificazione: Una corretta lubrificazione riduce l'usura dello stampo e previene il grippaggio.
Ispezione in linea: I misuratori dimensionali e i sistemi di rilevamento delle crepe riducono il tasso di difetti prima che inizino i processi secondari.
Le aziende che investono in macchine per la formatura a freddo di pezzi rivettati in genere mirano a ottenere uno o più dei seguenti risultati:
Aumentare la velocità di produzione per soddisfare la crescente domanda dei clienti.
Sostituire la lavorazione per ridurre il costo unitario.
Migliora la resistenza alla trazione e alla fatica del rivetto.
Espanditi in nuovi mercati di dispositivi di fissaggio come rivetti di livello aerospaziale o micro dispositivi di fissaggio ad alta precisione.
Ridurre la variabilità operativa nella produzione di massa.
Le aziende che adottano sistemi di formatura a freddo ottengono vantaggi competitivi strategici offrendo volumi elevati di rivetti con uniformità, precisione e costi generali inferiori rispetto ai flussi di lavoro basati sulla lavorazione meccanica. Queste funzionalità consentono ai produttori di fornire agli OEM una garanzia di qualità coerente su tutte le piattaforme globali.
Questa analisi dimostra come una macchina per la formatura a freddo di parti per rivetti supporti la produzione di rivetti ad alta velocità e alta precisione in diversi settori industriali, riducendo al tempo stesso i costi di produzione e migliorando le prestazioni strutturali. La sua meccanica di formatura multistazione, i sistemi di controllo avanzati e l'efficienza dei materiali generano un vantaggio operativo a lungo termine in un mercato degli elementi di fissaggio sempre più competitivo. Per le organizzazioni che desiderano migliorare la capacità produttiva o diversificare il proprio portafoglio di elementi di fissaggio, le soluzioni fornite daRonen®offrono progettazione affidabile, prestazioni stabili e durata testata nel settore.
Per consulenza sugli appalti, specifiche tecniche o valutazione di progetti personalizzati,contattaciper discutere di come una macchina per lo stampaggio a freddo di pezzi per rivetti può essere integrata nel vostro ambiente di produzione.