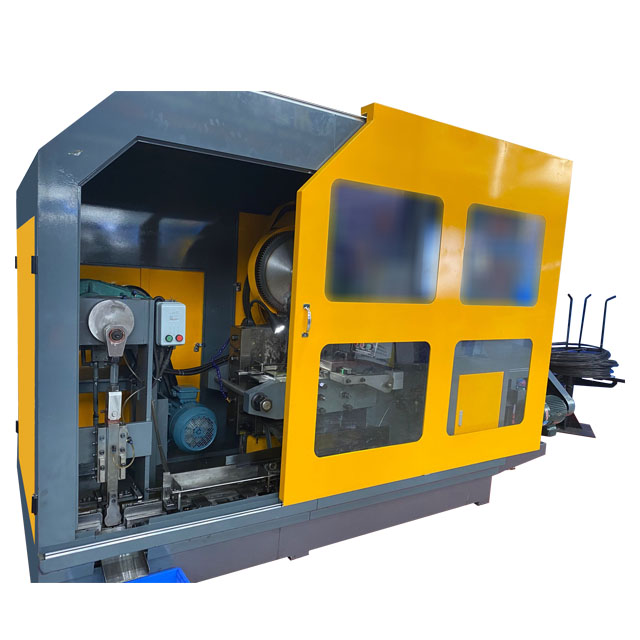




Il formatore di bulloni ad alta velocità Ronen® è preferito da molti produttori. Può trasformare rapidamente il filo metallico in bulloni grezzi. Completa in un colpo solo la sagomatura della testa del bullone e la finitura dell'asta dell'albero. Devi solo caricare il filo, impostare le dimensioni e la macchina funzionerà stabilmente senza arresti frequenti.
Il formatore di bulloni ad alta velocità è progettato specificatamente per la lavorazione rapida di bulloni grezzi. Innanzitutto, raddrizza e taglia il filo metallico. Quindi, utilizzando più set di stampi, estrudere continuamente la testa e il gambo del bullone. L'intero processo è completamente automatizzato.
L'High Speed Bolt Former è una macchina per stampaggio a freddo progettata specificatamente per ottenere la massima produttività. Le sue funzioni di base sono le stesse di una macchina per intestatura standard - taglio del filo e formatura delle teste dei bulloni - ma è stata ottimizzata per la velocità del ciclo. L'obiettivo principale della progettazione è produrre un gran numero di pezzi grezzi di bulloni della testata al minuto, rendendolo adatto alla produzione di massa.
La macchina è dotata di un telaio più pesante e robusto e di un albero motore più robusto per resistere alle maggiori sollecitazioni causate dal funzionamento rapido. Il sistema di trasmissione è stato progettato pensando a un design ben bilanciato, con conseguente vibrazione minima alle alte velocità. La sua struttura robusta consente alla macchina di funzionare in modo affidabile e affidabile alla velocità di ciclo massima specificata senza il rischio di usura eccessiva o malfunzionamento.
Una delle caratteristiche principali dell'High Speed Bolt Former è il suo meccanismo di trasmissione veloce e preciso. Il design delle dita o dei morsetti utilizzati per spostare i semilavorati dei bulloni tra le varie stazioni di testa mira a ottenere un movimento minimo e un avvio rapido. La tempistica della trasmissione è fondamentale per ottenere un funzionamento ad alta velocità, poiché qualsiasi ritardo tra le stazioni limiterà la produttività complessiva.
| Modello | Unità | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Stazione di forgiatura | NO. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Forza di forgiatura | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Diametro massimo di taglio | mm |
Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Lunghezza massima di taglio | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Tasso di uscita | pz/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Corsa del pistone principale | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Potenza del motore principale | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Dimensioni complessive della fustella tagliata | mm |
Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Dimensioni complessive della matrice del punzone | mm |
Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Dimensioni complessive della matrice principale | mm |
Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Passo del dado | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Peso ca | Tonnellata | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Diametro bullone applicabile | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
8-12.7 |
8-12.7 |
| Lunghezza del gambo del pezzo grezzo | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Nel complesso si attenua | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Le caratteristiche principali del Bolt Former ad alta velocità sono il cambio rapido dello stampo e l'elevata stabilità. Il corpo è realizzato in ghisa spessa. Durante il funzionamento ad alta velocità, provoca poche vibrazioni e non provoca la distorsione della testa del bullone a causa dello scuotimento. Assicurarsi che peso e dimensioni di ciascun pezzo di materiale siano uniformi, in modo che non siano necessari ulteriori aggiustamenti durante la successiva lavorazione dei fili.