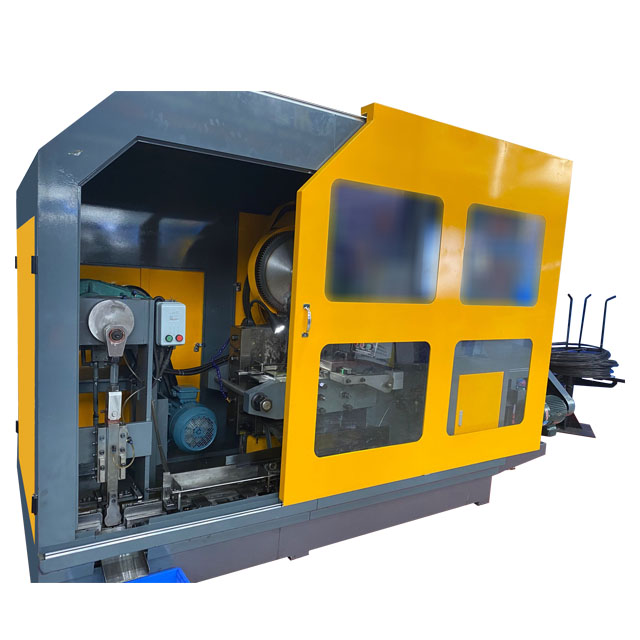
La macchina per l'intestazione di Forge Cold Ronen® può modellare le parti metalliche senza la necessità di riscaldamento. Usa la pressione per modellare la testa sul bullone o sull'asta, rendendola una scelta economica per i fornitori. Non richiede alcuna attrezzatura di riscaldamento, che riduce sia i tempi di configurazione che i costi operativi per i fornitori. Devi solo caricare il metallo vuoto nella macchina e modellerà la testa in pochi secondi, un'efficienza che aiuta i fornitori a rispettare le scadenze di produzione strette.
La macchina per l'intestazione della fucina fredda è un dispositivo che, senza riscaldare il metallo, utilizza stampi per premere un'estremità del filo in varie forme attraverso l'estrusione. Può premere una testa rotonda o una testa esagonale da un'estremità del filo rotondo. I metalli comuni possono essere tutti elaborati.
La macchina per l'intestazione a forgia fredda modella le teste di parti metalliche come bulloni, viti o rivetti a temperatura ambiente. Questa macchina utilizza i fili di materie prime tagliati e utilizza sconvolgimento ad alta pressione per modellare un'estremità. Un potente punzone preme la materia prima nello stampo di formazione, causando il passaggio del metallo e formando così la forma della testa. Non è richiesto alcun riscaldamento o rimozione del materiale.
La macchina per l'intestazione della fucina fredda prende il filo tagliato con precisione come ingresso. Questi spazi vuoti vengono generalmente immessi automaticamente nella macchina attraverso una tramoggia o un sistema di trasporto collegato alla macchina da taglio. Diametri e lunghezze in bianco coerenti sono cruciali per garantire che le teste formate abbiano il volume e le dimensioni corrette. Questa macchina è dedicata alle teste di forgiatura.
All'interno, il vuoto è bloccato e posizionato nella cavità dello stampo. Il pugno guida il pugno contro la fine del vuoto con una forza straordinaria. Per teste complesse, le parti devono passare attraverso più stazioni. Ogni stazione esegue passaggi di formazione progressiva, usando una serie di pugni e stampi per modellare gradualmente il metallo nel contorno finale della testa.
| Modello | X065 | X0685 | X06127 | X0860 | X08100 |
| Motore principale KW (4HP) | 4 | 4 | 5.5 | 7.5 | 7.5 |
| Diametro (mm) | Max.6 | Max.6 |
Max.6 |
Max.8 |
Max.8 |
| Lunghezza | Max.50 |
Max.85 |
Max.127 |
Max.60 |
Max.100 |
| Maindie (mm) | Φ45*108 |
Φ45*108 |
Φ45*150 |
Φ60*128 |
Φ60*128 |
| 1stpunch | Φ36*94 |
Φ36*94 |
Φ36*94 |
Φ38*107 |
Φ38*107 |
| 2RDpunch | Φ36*60 |
Φ36*60 |
Φ36*60 |
Φ38*107 |
Φ38*107 |
| Cutter (mm) | 10*25 | 10*25 | 10*25 | 12*28 | 12*28 |
| Velocità (PCS/min.) | 130 | 80 | 70 | 60-100 | 60-80 |
| Peso (kg) | 2200 | 2200 | 2500 | 4000 | 4200 |
I punti di forza della macchina per l'intestazione della fucina fredda sono molto pratici. Non richiede il riscaldamento del metallo, risparmiando i costi energetici dall'uso dell'incendio e non ci sarà un calore eccessivo in officina a causa del riscaldamento. Le parti elaborate hanno un'elevata resistenza alla testa perché il metallo non è stato bruciato e la struttura interna non è stata danneggiata. Sono ancora più robusti di quelli forgiati dopo essere stati riscaldati.
 Macchina per stampaggio a freddo della parte del dado di bloccaggio
Macchina per stampaggio a freddo della parte del dado di bloccaggio Macchina per stampaggio a freddo con dadi esagonali saldati
Macchina per stampaggio a freddo con dadi esagonali saldati Fissare la macchina per la formatura a freddo del dado
Fissare la macchina per la formatura a freddo del dado Macchina per la produzione di dadi per perni a catena
Macchina per la produzione di dadi per perni a catena Macchina per l'intestazione a freddo della parte in rame del dado
Macchina per l'intestazione a freddo della parte in rame del dado Macchina per intestazione a freddo della parte con dado esagonale in ottone
Macchina per intestazione a freddo della parte con dado esagonale in ottone