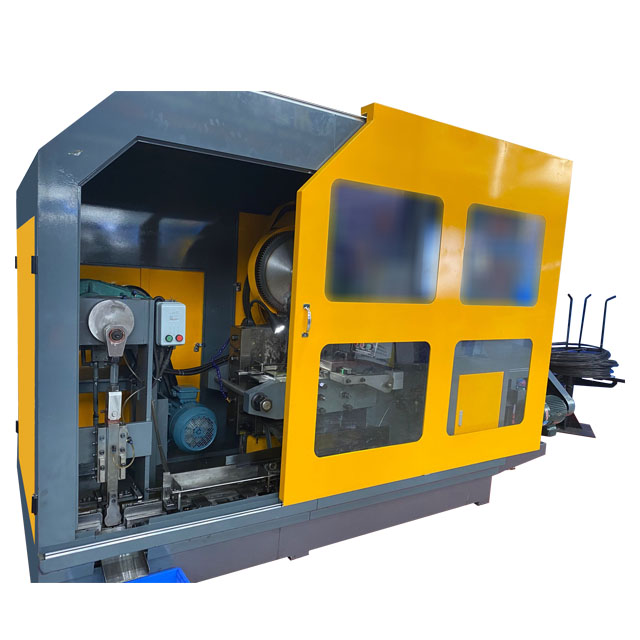





La macchina per la produzione di bulloni da mero 2 die 2 da 2 die 2 è favorita da molti produttori. Forma gli spazi vuoti in due passaggi. Il primo stampo forma la forma iniziale della testa, mentre il secondo stampo completa la modellatura finale. Non è necessario usarli separatamente. Le materie prime possono essere prodotte senza supervisione continua.
La macchina per la creazione di bulloni da bullone da 2 muori 2 da 2 muto "è una macchina per formatura a due mobili completamente automatica a due mdy, appositamente progettata per l'elaborazione batch degli spazi vuoti di bulloni. Può gestire materiali a filo con diametri che vanno da 3 a 12 millimetri, tra cui acciaio al carbonio e acciaio inossidabile.
La macchina per produrre il bullone da muori 2 da 2 muori automatico è un tipo speciale di macchina per l'intestazione fredda. Forma la testa del bullone conducendo due processi di stampaggio sul filo vuoto in due stampi separati. La prima timbratura inizia il processo di sconvolgimento nel primo dado, causando la riunione del metallo. La seconda timbratura completa la formazione finale della forma della testa del bullone nella seconda matrice. Rispetto a una singola macchina per stamping, questo processo in due fasi può produrre teste di bulloni più complesse o più grandi.
La macchina per la produzione di bulloni inizia con il filo dalla bobina. L'alimentatore automatico guida il filo attraverso la macchina di raddrizzamento per rimuovere eventuali curve. Quindi, il meccanismo di taglio taglia il filo in spazi vuoti precisi. Questi spazi vuoti vengono immediatamente trasferiti al primo dado sconvolgente. La lunghezza costante del vuoto è cruciale per la quantità appropriata di metallo nei due processi di stampaggio.
Nella macchina automatica da 2 muori 2 bulloni, gli spazi vuoti vengono alimentati nel primo dado. Il primo pugno colpisce la fine del vuoto, estrusione in una forma iniziale, di solito una semplice forma conica o cilindrica. Questa fase "pre-formazione" raccoglie e ridistribuisce il metallo, rendendo più facile formare correttamente la forma finale della testa alla stazione successiva.
| Modello | Unità | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Stazione di forgiatura | NO. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Forza di forgiatura | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max.cut-off dia | mm | ∅8 |
∅10 |
∅10 |
∅12 |
∅12 |
∅15 |
∅15 |
∅15 |
| Lunghezza max.cur-off | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Velocità di uscita | PCS/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Corsa di RAM principale | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Potenza motore principale | KW | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Dimmi complessivi. di tagliato | mm | ∅30x45L |
∅35x50L |
∅35x50L |
∅45x59l |
∅45x59l |
∅63x69l |
∅63x69l |
∅63x69l |
| Dimmi complessivi. di pugno muore | mm | ∅40x90L |
∅45x90L |
∅45x125l |
∅53x115l |
∅53x115l |
∅60x130L |
∅60x130L |
∅60x229l |
| Dimmi complessivi. di materno principale | mm | ∅50x85L |
∅60x85L |
∅60x130L |
∅75x135L |
∅75x185L |
∅86x135L |
∅86x190L |
∅86x305L |
| Morire pitch | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Circa | Tonnellata | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Bullone applicabile Dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Lunghezza dello stinco di vuoto | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Dimmi complessivi | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
I punti di forza della macchina per la produzione automatica di 2 muori 2 bulloni sono la sua piena automazione e alta efficienza. Dall'alimentazione del materiale al taglio e alla formazione, non è richiesto alcun intervento umano. I lavoratori devono solo posizionare il filo nel rack di alimentazione e impostare i parametri. La formazione della testa è più regolare e non appariranno difetti che possono verificarsi durante una singola estrusione.