Il formatore di bulloni Ronen®3 Die 3 Station forma il bullone grezzo in tre passaggi: il primo stampo allunga il filo, il secondo stampo modella la testa e il terzo stampo taglia le parti in eccesso. Una volta impostate le dimensioni dello stampo, la macchina funzionerà automaticamente, il che rappresenta un vantaggio fondamentale che aiuta i produttori ad aumentare l’efficienza produttiva e a garantire una qualità costante dei bulloni.
Il Bolt Former a 3 stampi e 3 stazioni utilizza tre set di stampi e tre stazioni di lavoro consecutive per estrudere a freddo il filo metallico in pezzi grezzi per bulloni. La velocità è moderata, adatta alle fabbriche con ordini di medie dimensioni e a quelle che hanno requisiti specifici di qualità.
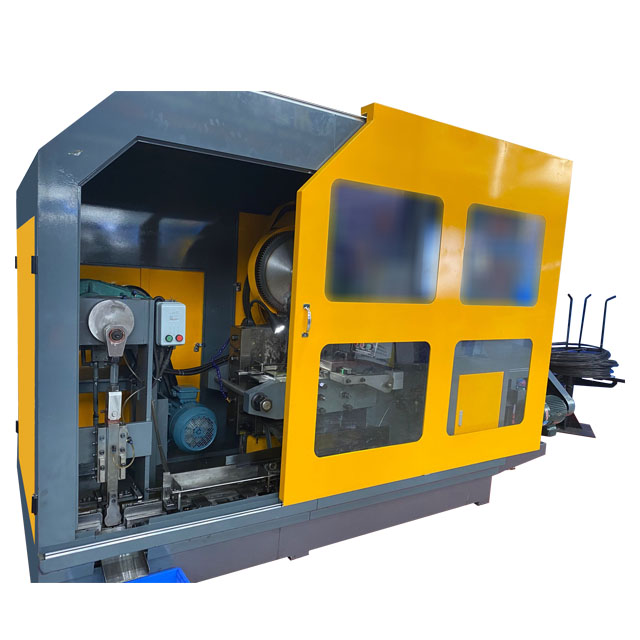
La formatrice di bulloni a 3 stampi e 3 stazioni è una macchina per stampaggio a freddo che forma le teste dei bulloni attraverso tre processi distinti. I tondelli di filo tagliato vengono successivamente trasportati attraverso tre diversi stampi. Ad ogni stazione, uno specifico punzone impatta il fustellato, intestandolo e modellandolo progressivamente. Il processo in tre fasi può produrre teste di bulloni con struttura completa e buona forma.
Nella prima stazione del formatore per bulloni a 3 matrici 3 stazioni, i pezzi grezzi tagliati vengono pressati dal punzone. Questa pressatura iniziale avvia il processo di ribaltamento, raccogliendo il metallo su un'estremità del pezzo grezzo. Forma una forma prefabbricata circolare di base, predisponendola per la sagomatura più precisa nelle stazioni successive. Questa fase è fondamentale per il normale flusso del metallo.
La terza e ultima stazione del Bolt Former è dove il punzone per la lavorazione fine costringe il metallo a riempire completamente la precisa cavità dello stampo. Ciò si tradurrà in una testa finita del bullone con dimensioni complete e caratteristiche distinte, come la forma completa di una testa esagonale o di una testa a rondella.
| Modello | Unità | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Stazione di forgiatura | NO. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Forza di forgiatura | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 115.000 | 120.000 |
| Diametro massimo di taglio | mm | Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Lunghezza massima di taglio | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Tasso di uscita | pz/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Corsa del pistone principale | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Potenza del motore principale | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Dimensioni complessive della fustella tagliata | mm | Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Dimensioni complessive della matrice del punzone | mm | Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Dimensioni complessive della matrice principale | mm | Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Passo del dado | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Peso ca | Tonnellata | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Diametro bullone applicabile | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Lunghezza del gambo del pezzo grezzo | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Nel complesso si attenua | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
La caratteristica del Bolt Former a 3 stampi e 3 stazioni è che gli stampi sono indipendenti e il processo di debug è semplice. I tre set di stampi vengono installati separatamente. Se uno di essi si usura, sostituisci solo quello. La pressione su ciascuna postazione di lavoro può essere regolata individualmente. Il corpo della macchina non è pesante e non è necessario trasformare il pavimento di una normale officina in una fondazione.